Semi-Custom Ultrasonic Tension Control System.
TRM was contacted by CMC to develop a control system that had inputs for a variety of strain gauges and also had software easily setup and suitable for tension control applications. Based on one of TRM's standard controllers we designed an interface card that attached to the rear of the controller that provided all the supplies and analogue conditioning needed for this application. Also included on the board were spring clamp connectors making installation a simple task.
The software was written specifically for this task and provided a large readout of the read tension so that it could be seen from a distance. As there are many different ways a tension controller can be used there is a setup menu where the installer can select the type of tension (Unwind, Intermediate and Winder), single or multiple load cells, encoder feedback, operates motor, brake or clutch and many other features.
The overlay was also customised so that the key labels suited the industry sector, e.g. 'Tension Off', 'Set Taper', 'Low Tension' and others. This again made the user interface more intuitive which when combined with the software makes this a very accurate yet simple controller to use.
| 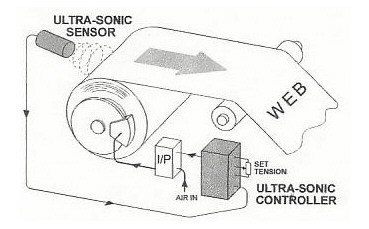 | |
There are different methods of keeping the tension constant, one of those are the reel diameter followers. The unwind or winder torque required for the web tension is a function of reel diameter. The reel radius can be measured by means of a small rider roller contacting the outside surface of the reel or by an ultrasonic distance measuring system. The measured radius is then used to regulate the torque.
The measuring roller needs spring pressure, weights or air loading to keep it in contact with the outside of the reel at all times and thus marking of the web is unavoidable. The measuring roller and support arm are always vulnerable to damage and bending, leading to serious tension errors.
Some low cost ultrasonic distance measuring systems can be susceptible to high frequency noise from squeaking brakes for instance and the sensors must be kept dry and free from paper dust, plastic waste etc. At core diameter the target area is smallest whilst the target distance is the furthest from the sensor. Under these conditions the errors in the ultrasonic measurement system are the greatest at the point where most accuracy is needed.
The two main problems with reel followers are: If the radius measurement is not taken at the same point as the web leaves the reel circumference significant tension errors result if the reel is out of round. If no correction is made during acceleration or deceleration this can lead to significant errors, particularly on start up.
PREDICTIVE SYSTEM The reel diameter can be calculated electronically from the line speed signal and the reel shaft RPM and the unwind or winder torque regulated accordingly.
REEL DIAMETER = LINE SPEED / REEL SPEED Unless motor powered it is rare to find a tacho fitted to the unwind, thus these diameter calculation systems are usually found only on motor driven winders. Predictive systems are not control systems.
Electronic diameter calculation forms the basis of most motor powered winders but there are several design features essential for good tension control and these will be discussed in detail in later issues of this newsletter Our WebPro Controller uses a diameter calculator for winder tension control. | ||